我们的襄汾【本地】景观护栏好货有保障视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:襄汾襄汾【本地】景观护栏好货有保障的图文介绍


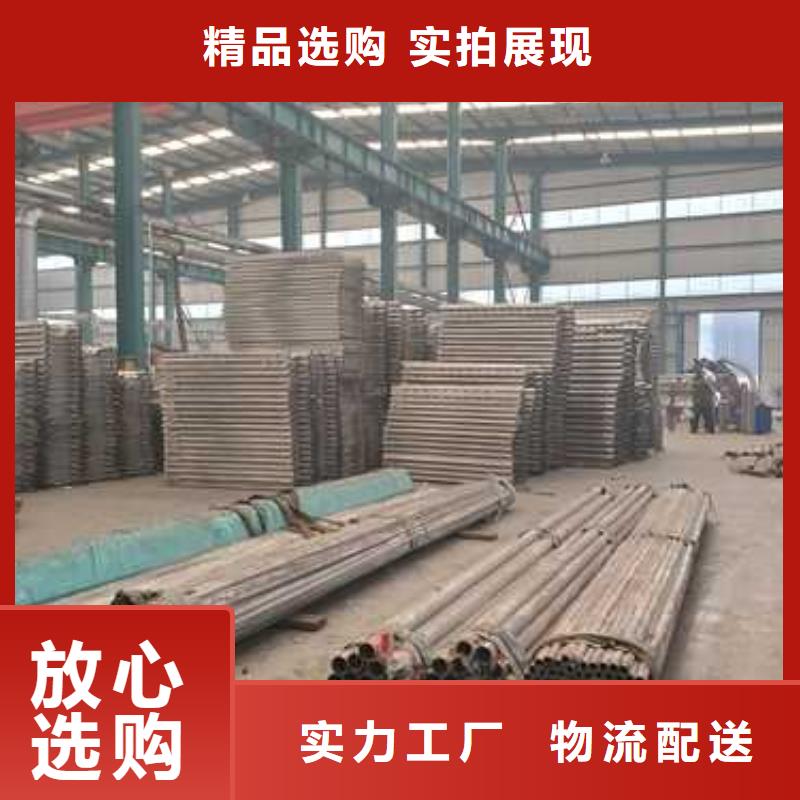
不锈钢防撞护栏生产注意事项 高速公路上的不锈钢防撞护栏是交通枢纽的重要基础设施,它对每个人的出行和国民经济的开展都有非常重要的影响。但由于高速公路行进速度快,交通密度对比大,有必要在高速公路上树立一套相对完整、安全的防撞设施。不锈钢防撞护栏作为安全设施的重要组成部分,对操控交通事故的发作起着至关重要的作用。 高速公路波形不锈钢防撞护栏是典型的冷弯型钢产品。的标准是主要的技能条件,如活泼地带的水准,的冲压,18卷卷,电脑的固定长度等等。形状的截面尺寸符合YB4081-92规范的要求。 1、不锈钢防撞护栏的变形 护栏板分为两波护栏板、三波护栏板还有两波三波过渡板,选用不同的出产设备进行加工。 2、在出产加工的时分需求先放样 制作出模板,模板需求严厉依照客户的需求出产。 3、不锈钢防撞护栏的喷塑处理 喷塑处理也是非常严厉的,有的厂家出产出来的不锈钢防撞护栏凹凸不平,喷塑的作用不好。 4、不锈钢防撞护栏镀锌防腐处理 不锈钢防撞护栏的似乎作用必定要好,后的护栏板需求在高温镀锌炉中进行镀锌,镀锌炉的温度不宜过高也不宜过低,这个需求严厉的把控,不然直接影响似乎作用



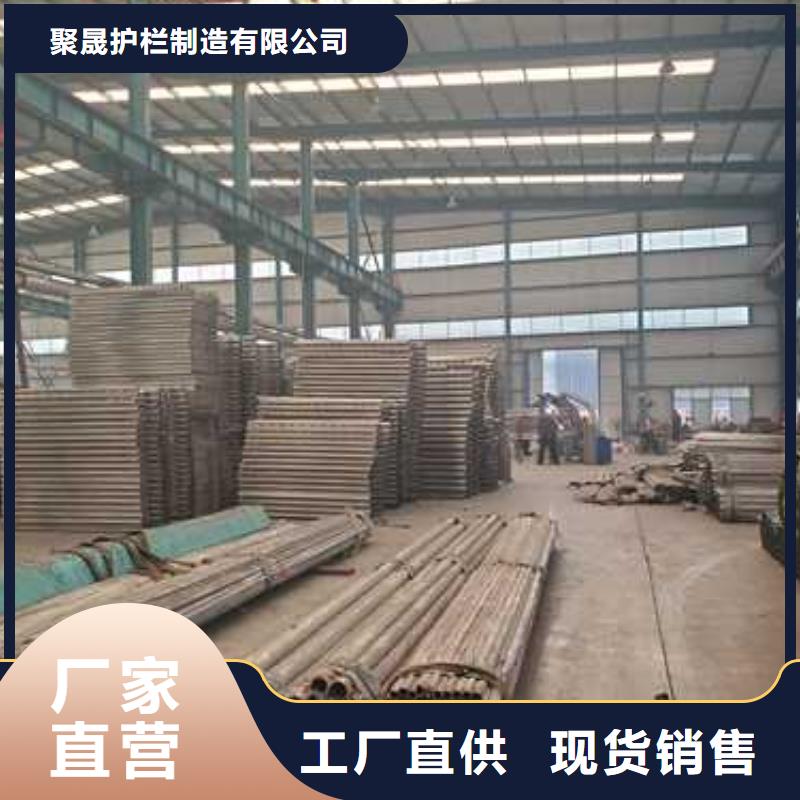
聚晟护栏制造有限公司拥有一支 镀锌喷塑防撞栏、高素质研发团队,良好的工程师,可根据客户的要求设计 镀锌喷塑防撞栏、。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 镀锌喷塑防撞栏、,整条生产线质量层层把关,严格的产品测试。


不锈钢复合管的用处有很多,一般常见的就是小区栏杆,道路护栏,桥梁护栏,景观护栏等,外表美观,结实耐用,强度高。还有就是晾衣架用的。一般机械上用的都是外复不锈钢管,内衬无缝碳素钢管。 产品规格φ9.5mm—φ630mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。不锈钢复合管代表着管材领域“环保、节能”的发展方向。 不锈钢碳素钢复合管主要包括:外复不锈钢内衬碳素钢复合管,外镀锌,外喷塑,外防腐碳素钢管内衬不锈钢复合管,工业用无缝钢管内衬不锈钢复合钢管,前者主要用于工作压力不大于20MPa,公称通径不大于500mm,后者可采用10#-20#-16Mn-8163无缝钢管作为基管,承压能力更高,本产品执行 标准:(GB/T18704-2002)。 不锈钢复合管广泛用于市政工程施工、路桥护栏、桥梁护栏、景观护栏、管道、燃气、油品,蒸气,石油,石化、家具、晾衣架、拖把车船制造等。



不锈钢复合管护栏,基本有两种形式,一种是采用纯不锈钢复合管制作而成,常见于城市人行天桥护栏,高铁站护栏等,另一种是扶手和横档采用不锈钢复合管,而立柱采用静电喷涂粉末工艺制作的碳素结构钢板,优点是:强度高,造型美观。常见于大型桥梁护栏。二、喷塑护栏立柱的缺陷发生原因,粉末喷涂工序少,产生的问题的环节也少。主要工序只有前处理、静电喷涂和烘烤三个工序。其中影响质量的主要工序应属前处理工序。然而许多生产厂家对此没引起足够的重视,以致带来许多后患。有些隐患还不是短期内能反映出来。一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。喷塑护栏立柱的缺陷发生原因一:首先,很多护栏厂家的立柱外包给专做粉末喷涂的厂家制作,由于无法对工艺质量进行,又图便宜,导致防腐效果很差。作为不锈钢复合管护栏专业制作厂家,必须在自己厂内完成护栏立柱的静电喷涂生产。喷塑喷塑护栏立柱的缺陷发生原因二:其次,从生产工艺中出现的各种问题分析。设备的先进程度,对产品质量起着决定性作用。决不能在上新喷粉生产线时。只图一时省钱就凑和,采用低标准的生产设备和工艺、材料,必将给长期生产带来许多后患,甚至生产不出高质量产品。不少厂家上了涂粉生产线,应用不久就被迫下马或跟换新设备,概出于以上原因。喷塑护栏立柱的缺陷发生原因三:再次, 原料的好坏,是生产优质漂亮的护栏立柱的关键点,目前市场上的喷涂用树脂粉末,质量差别很大,价钱相差几倍,否则,巧妇难为无米之炊,用差的材料是做不出好的产品的。材料和设备,两者缺一不可。





 扫一扫
扫一扫